
Under the premise of ensuring safety, environmental protection, and continuous, stable operation, the hazardous waste pyrolysis production line can effectively achieve the resource recovery, harmless treatment, and volume reduction of hazardous waste.
Technical Parameters
| Item | Content |
| Feeding Raw Materials | Hazardous waste, such as coal tar residue, waste mineral oil, waste resin, paint residue, chemical waste salt |
| End Products | Depending on the raw materials, the harmless products are different |
| Processing Capacity | 10000T/Y, 20000T/Y, 30000T/Y… Can be customized according to the processing capacity |
| Annual Running Time | 80000 Hours |
| Production Form | Continuous operation; continuous feeding and discharging |
| Heating Form | Adjustable, constant temperature |
| Working Pressure | <100Pa |
| Pyrolysis Temperature | Low-temperature catalytic pyrolysis, adjustable temperature |
| Automatic Level | Fully automatic intelligent control |
| Equipment Life | No less than 10 years |
| Environmemtal | Comply with the most strict local emission requirement |
Technical Process
The Niutech – Intelligent Continuous Hazardous Waste Pyrolysis Equipment is a cutting-edge treatment system tailored to address the unique characteristics of organic hazardous waste. Capable of processing diverse waste types such as coal tar slag, waste mineral oil, waste resin, paint sludge, and chemical waste salt, the system effectively achieves the harmless treatment, volume reduction, and resource recovery of organic hazardous waste. Integrating over 110 patented technologies from Niutech, the production line operates fully automatically from feeding to discharging through an intelligent control system. It also features advanced flue gas treatment and waste heat recovery technologies, which minimize environmental impact and enhance resource recycling.
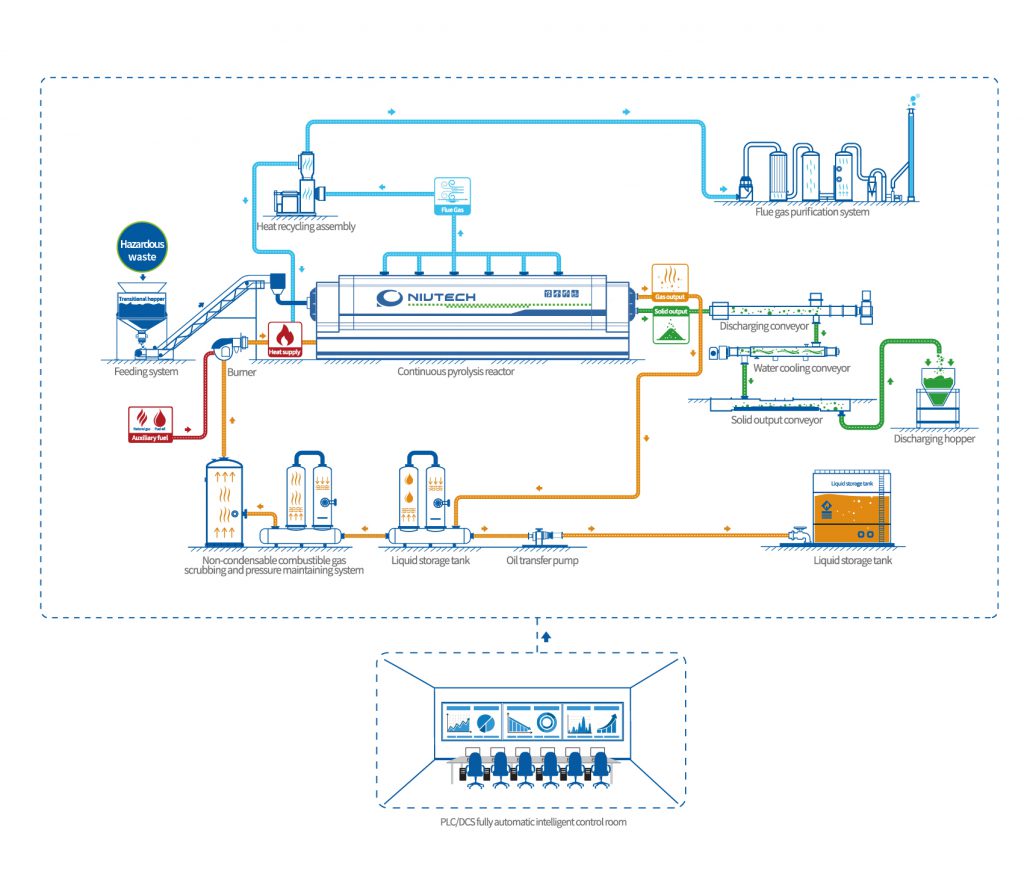
Sub System
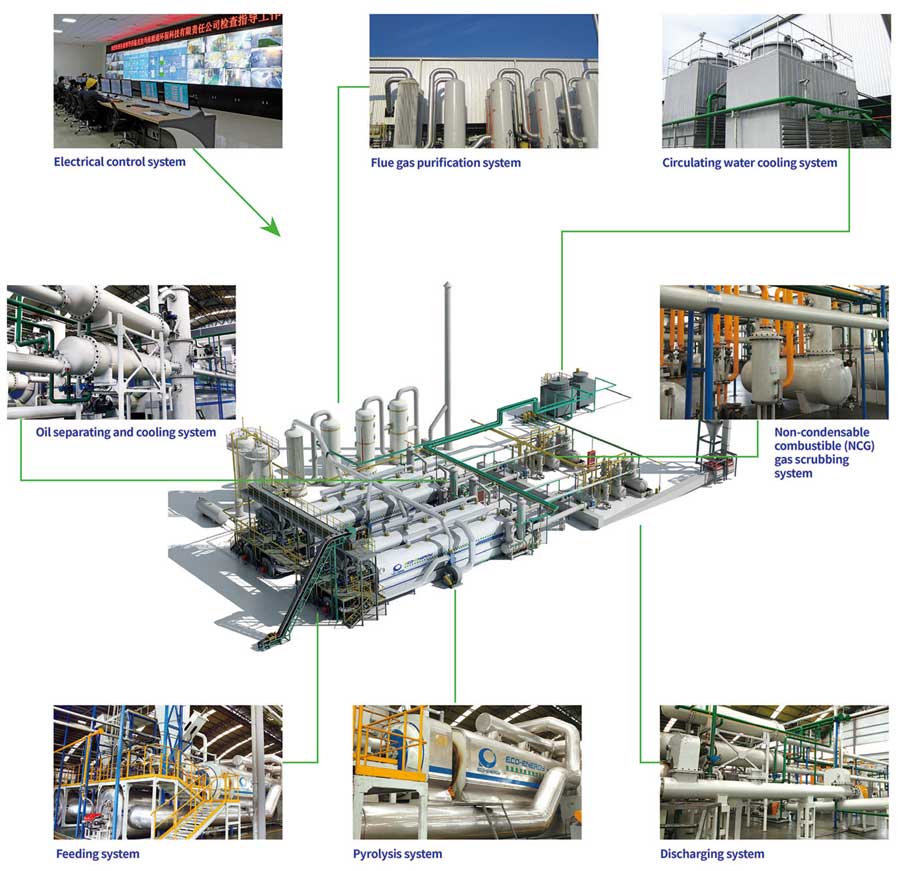
- Feeding ——The raw material is automatically transported to the transitional hopper through the feeding conveyor. This system can also realize on-line weighing, conveying, feeding seal and other functions.
- Pyrolysis——In an oxygen-free or low-oxygen environment, the pyrolysis system is designed to carry out the pyrolysis reaction of organic or hazardous waste. It transforms the raw materials into pyrolysis oil, non-condensable gas (NCG), and solid residues under normal pressure, at low pyrolysis temperatures, or with the assistance of a catalyst.
- NCG scrubbing——While to remove the acid components in NCG, such as hydrogen sulfide, the pressure is also maintained within a reasonable range through the NCG scrubbing system and further supply energy to downstream.
- Circulating water cooling——The primary role of this system is to cool the products from the pyrolysis process and flue gas using water as the cooling medium. The cooling water circulates through an indirect heat exchange method, meaning it never comes into direct contact with any materials. As a result, no wastewater is produced.
- Oil separating and cooling——This system is to cool the gas phase output from pyrolysis reactor to the safe temperature and separate them according to the different boiling points.
- Discharging——The main function of discharging system is to complete the discharge seal, cool and convey the solid output.
- Flue gas purification——The main function of this system is to cool down and purify the flue gas. Through multi-stage purification and comprehensive treatment, the harmful substances in the flue gas can be removed, and the flue gas discharged into the atmosphere can meet the emission standards in various countries and regions.
- Electrical control——Electrical control system adapts PLC/DCS control system to automatically control the control points. It also has the functions of date collection, calculation, record, printing record, safety alarming etc.
Projects & Cases of Niutech

Xinjiang Project

Jining Project

Danish Project
